




弯头的分类方法,按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子外径,即R=1.5D。短半径弯头指它 的曲率半径等于管子外径,即R=D。式中的D为弯头直径,R为曲率半径是用一个标准的弯头坯剪裁成一个V形口的弯头,然后施压,借助于常规或专用冲压设备的动力,使弯头坯在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术,慢慢的在施压作用下逐渐变成圆,成为一个圆形环壳,焊接成型,然后用弯头整形设备整形就大功告成了。
变径弯头也叫异径弯头,是用一个标准的弯头坯剪裁成一个V形口的弯头,然后施压,借助于常规或专用冲压设备的动力,使弯头坯在模具里直接受到变形力并进行变形,从而获得一定形状、尺寸和性能的产品零件的生产技术,慢慢的在施压作用下逐渐变成圆,成为一个圆形环壳,焊接成型,然后用弯头整形设备整形就大功告成了。变径弯头加工是一种金属冷变形加工方法。它是金属塑性加工(或压加工)的主要方法之一,也隶属于材料成型工程技术。
变径弯头制作工艺的优点主要表现在以下几个方面:
1.由于上述二条原因,可以缩短制造周期,生产成本大大降低。
2.需要弯头坯作原料,可节省模具的费用,也可得到任意口径的弯头。
3.坯料为弯头坯,因而做工简单,精度容易保证,组装焊接方便。

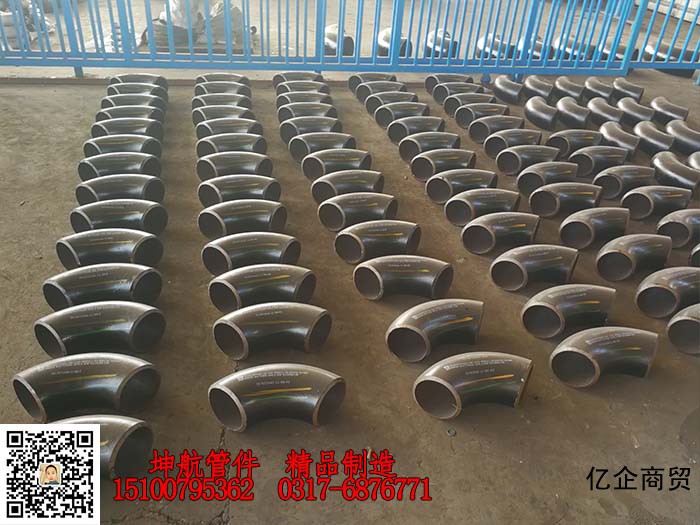
1、热推弯头是无缝弯头生产制造采用的一种工艺,采用弯头推制机,芯模和加热装置,使用套在模具上的坯料在弯头推制机的推动下向前面运行,在管子运行中进行加热扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,在采用管子的时候,采用管子的口径小于弯头的口径,在管子加热变形过程中,补偿到因扩口径而减薄其他部位,所以得到壁厚均匀的弯头,这是推制弯头生产制造工艺。推制机推制出来的弯头,外观漂亮,壁厚均匀可以连续生产制造,可以大批量生产推制弯头,所以一般碳钢弯头,合金钢弯头生产制造的主要工艺就是选用推制生产制造,并也应用在某些规格的不锈钢弯头的成形中。
2、冲压弯头生产制造工艺是在最早应用批量生产无缝弯头的成型工艺,在一般常用的弯头规格型号中已经被热推弯头所替代,但在某些规格型号中的弯头因为生产数量比较少,壁厚过薄或过厚。产品有特殊要求是才使用冲压生产制造工艺,在冲压弯头成型过程中,需要口径与生产好的弯头口径相同,使用压力机在模具中直接压制成型。冲压弯头分为冷冲压和热冲压更具冲压弯头的材质选择生产制造工艺,冲压弯头生产制造工艺不如推制弯头,质量外观不如前者,冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但是由于适用于单位生产制造和低成本的特点,所以冲压弯头生产制造工艺适用于小批量生产高压厚壁冲压弯头的生产制造。
3、挤压弯头使用专用的弯头成型机,将管坯放入模具中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,所以冷挤压生产制造工艺适用于薄壁不锈钢弯头的生产制造,这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
4、对焊弯头生产制造工艺一般大口径弯头使用对焊生产工艺,把钢板在卷成弯头的形状,然后再进行焊接,焊接后然后在给弯头拍片,大口径弯头,一般采用对焊弯头,对焊弯头外观不如其他生产制造工艺漂亮,但是DN800以上的弯头其他工艺就生产制造不了,就要采用对焊弯头生产工艺。
以上四种是弯头最常用到的几种制造工艺,当然弯头的制造工艺还有很多,在这里就不再一一列举,如果需要和疑问可以联系我们,我们尽最大努力为您解决您的问题。

